
Rowkowanie walców

Wykonujemy profesjonalne usługi regeneracji walców do wszystkich typów mlewników, śrutowników rolniczych oraz kombajnowych, krajowych i zagranicznych.
Rowkowanie wykonujemy nożami najlepszej jakości, ostrzenie noży następuje na kątowej szlifierce diamentowej w związku z czym, rowki na całej długości i obwodzie walca są gładkie. Dzięki technologii rowkowania, walce podczas użytkowania utrzymują jednakową i dokładną głębokość rowków na całym obwodzie, zachowując należyte parametry – kąt ostrza, grzbietu, pochylenie, lustro.
Czołowanie kół zębatych
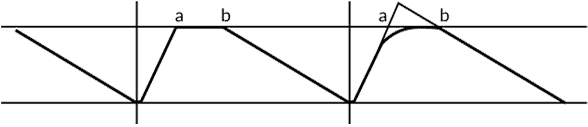
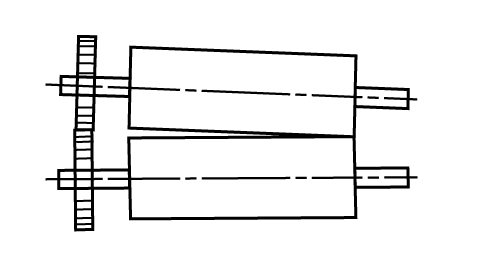
Zużycie walców po kilkakrotnym rowkowaniu, szczególnie walców o małej ilości rowków, powoduje tzw. czołowanie kół zębatych, które uniemożliwia zbliżenie walców na małą odległość.
Dużą zaletą walców rowkowanych w naszej firmie jest minimalne i dokładne szlifowanie powierzchniowe, oraz wprowadzanie noży rowkujących w poprzednie rowki, w efekcie następuje jedynie mały ubytek średnicy walca, co przedłuża żywotność oraz chroni koła zębate przed czołowaniem i wymianą.
Dodatkowo zajmujemy się również doradztwem w projektowaniu specyfiki rowkowania walców przystosowanych do młynów pszennych, żytnich jak również kombinowanych.
3765
Zadowolonych klientów
189504
Przepracowanych godzin
128
Lat dośwadczenia

Jeśli masz jakieś pytania dotyczące rowkowania walców lub pozostałej części oferty, nie wachaj się z nami skontaktować.
Projektowanie rowkowania
Zapraszamy do zapoznania się z technologią przystosowania odpowiednich ustawień rowka do zamierzonych efektów drobnienia. Poniższe informacje stanowią jedynie podstawę do profesjonalnego projektowania rowkowania walców, jednak jesteśmy do Państwa dyspozycji, oferując szczegółowe, indywidualne doradztwo.
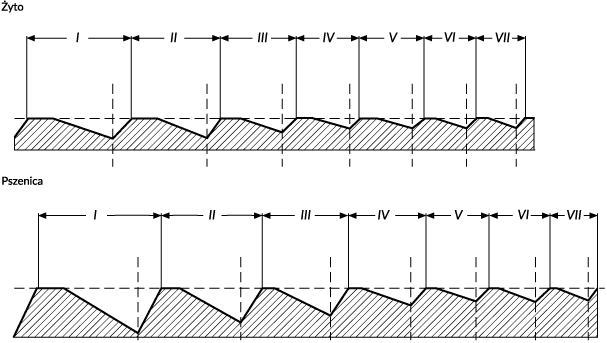
Wynik pracy powierzchni walców rowkowanych zależy nie tylko od wielkości nacisku wywieranego na mlewo, ale również w znacznej mierze od kształtu rowków znajdujących się na obwodzie walców mielących. Poprzez odpowiedni dobór kształtu, ilości rowków oraz innych parametrów, można osiągnąć taki stopień rozdrobnienia produktów przemiału, jaki jest potrzebny dla danego pasażu przemiałowego i danego gatunku zboża.
Konstrukcja i parametry rowka
Konstrukcja rowka składa się ze ściśle określonych elementów ujętych w wartości liczbowe.
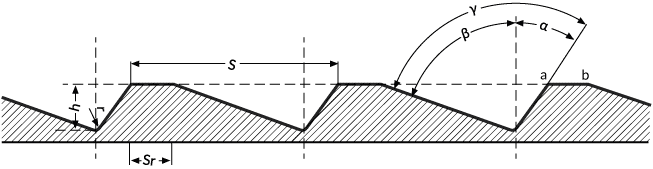
| s – wielkość rowka |
| α – kąt ostrza |
| β – kąt grzbietu |
| γ – kąt rowka |
| h – głębokość rowka |
| Sr – szerokość płaszczyzny rowka |
| r – promień dna rowka |
Skutki czołowania kół zębatych w mlewniku walcowym
Układy ustawienia rowków
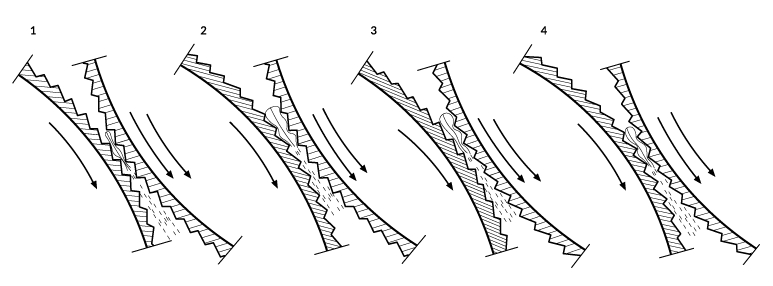
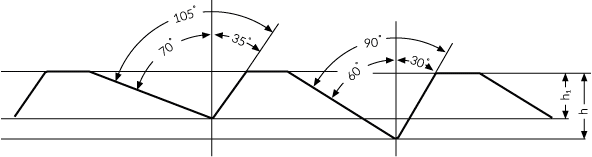
Aby uzyskać zamierzony efekt drobnienia należy zastosować odpowiedni układ:
Układ ostrze na ostrze – zastosowanie głównie przy śrutowaniu pszenicy w pierwszych pasażach, które mają dostarczyć dużo kaszek i miałów przy równoczesnym ograniczeniu ilości wytwarzanej mąki.
Układ ostrze na grzbiet – stosuje się do końcowych pasaży śrutowych, na których wymiela się otręby przez oddzielanie od łuski przylegających jeszcze do niej resztek cząstek bielma.
Układ grzbiet na ostrze – nie daje dobrych wyników przemiału, rozcieranie mlewa przytrzymywanego przez ostrza walca wolnobieżnego powoduje nadmierne kruszenie i rozcieranie łuski ziarnowej, trudnej do oddzielenia podczas odsiewania.
Układ grzbiet na grzbiet – zastosowanie głównie przy przemiale płaskim żyta, otrzymuje się mniej kaszek i miałów niż przy układzie ostrze na ostrze, natomiast ilość otrzymywanej gładkiej mąki jest bardzo duża.